
Why AIS Builds In-House Instead of Buying
January 21, 2026
Radial Stretch vs. Finger Grippers
February 3, 2026When O-Rings Don’t Behave
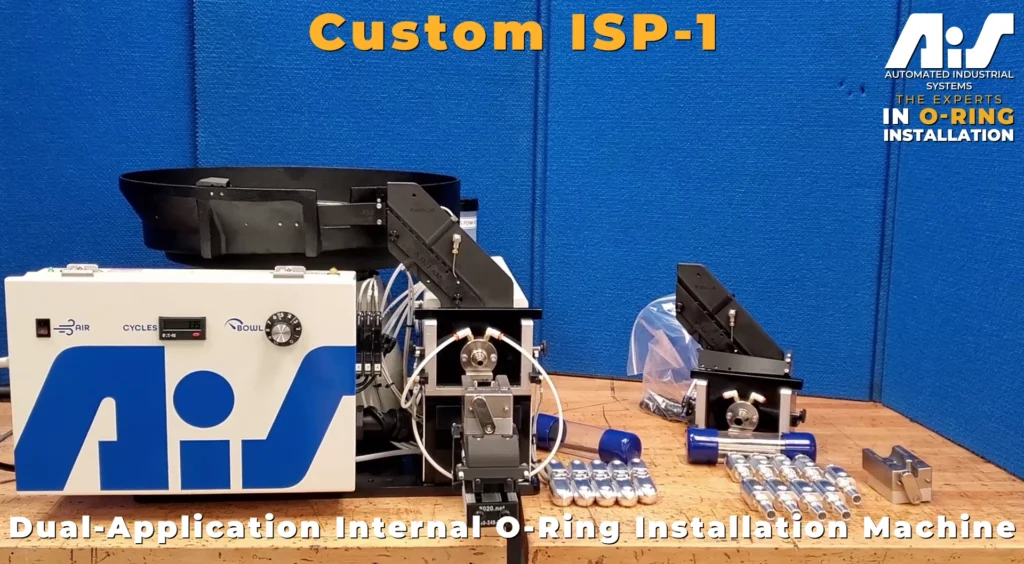
Solving a Feeding Problem Before Installation Even Starts
Solving Sticky O-Rings
In O-ring installation, people tend to focus on the install head. Speed. Accuracy. Repeatability.
All important.
None of it matters if the rings do not feed.
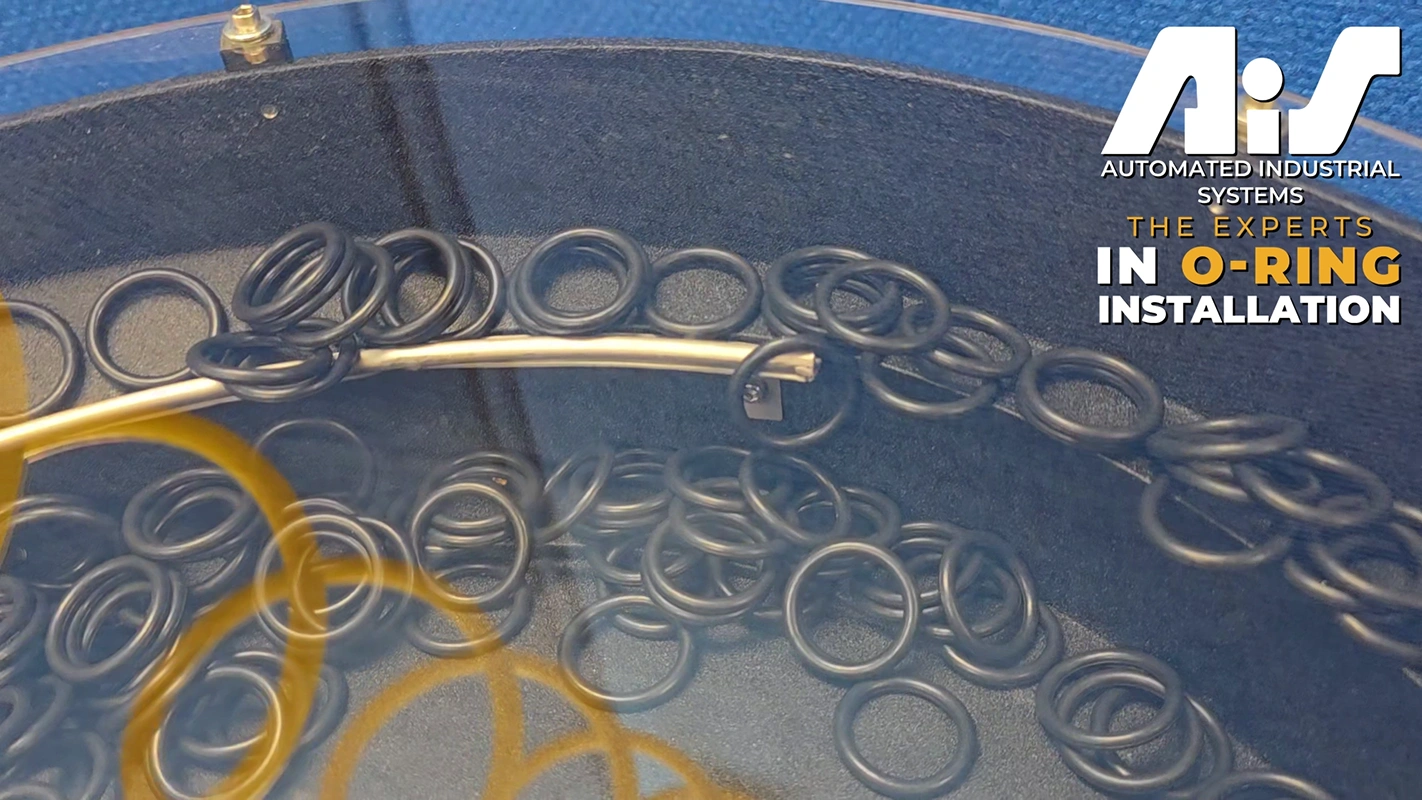
In this recent AIS project, the customer’s O-rings had one defining characteristic: they were extremely sticky. Instead of flowing individually through the feeder bowl, they clumped together, stacked, and resisted separation. That kind of material behavior turns what should be a simple parts-feeding process into the real engineering challenge of the system.
And until that is solved, installation is irrelevant.
The Real Problem Was Not Installation
From an installation standpoint, these rings were not unusual in size or geometry. The difficulty came from surface behavior. The rings tended to:
-
Stick to one another
-
Travel in small groups instead of individually
-
Stack and bridge in the feeder bowl
This disrupts orientation, timing, and delivery to the head assembly. In other words, the system never gets a clean, consistent “next ring” to install. That is how you end up with stops, jams, and an operator staring into a bowl instead of running production.
A machine can be perfectly designed at the head, but if feeding is unstable, the system performance will be unstable.
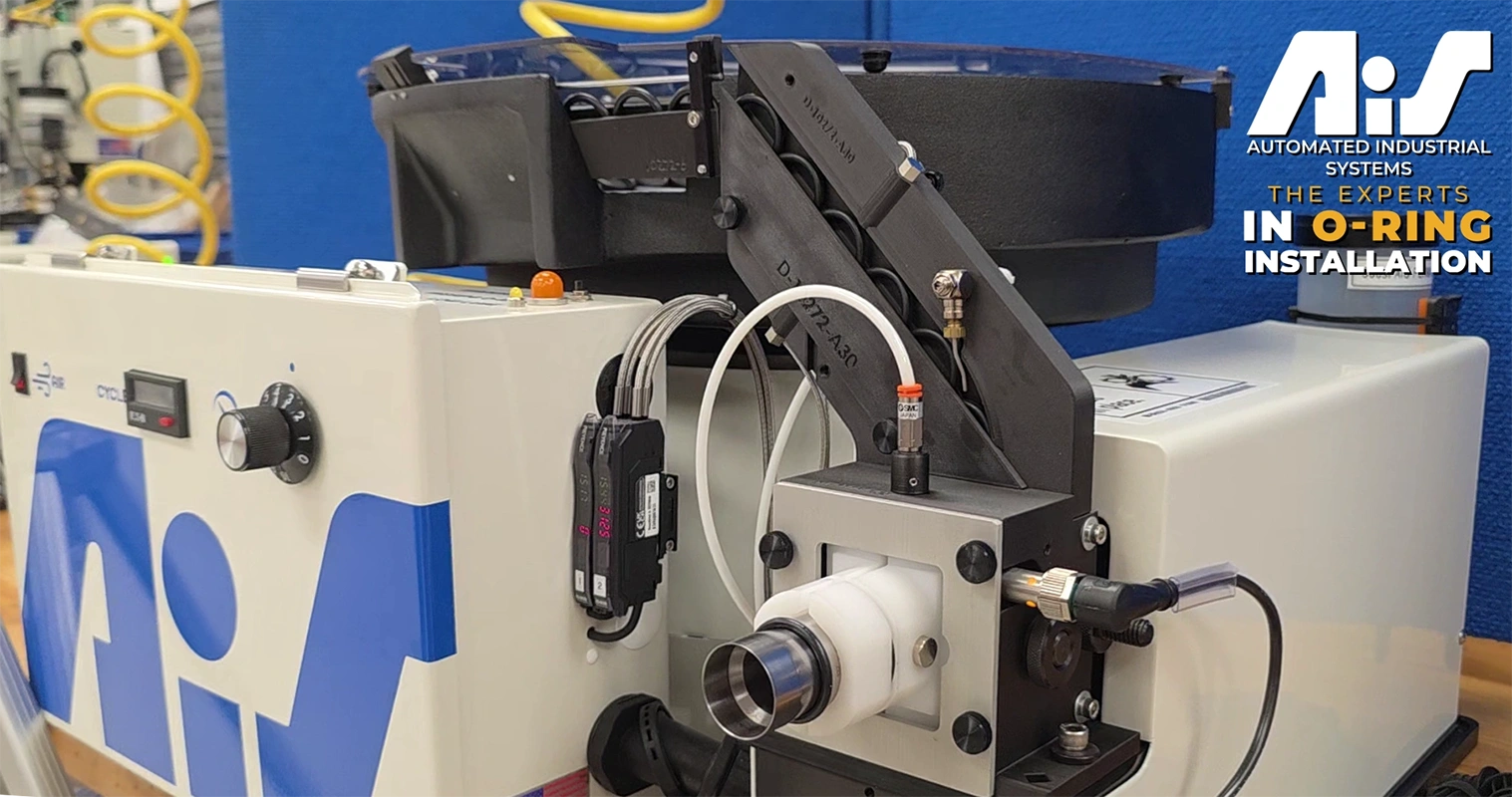
Why Feeder Bowl Tooling Became the Focus
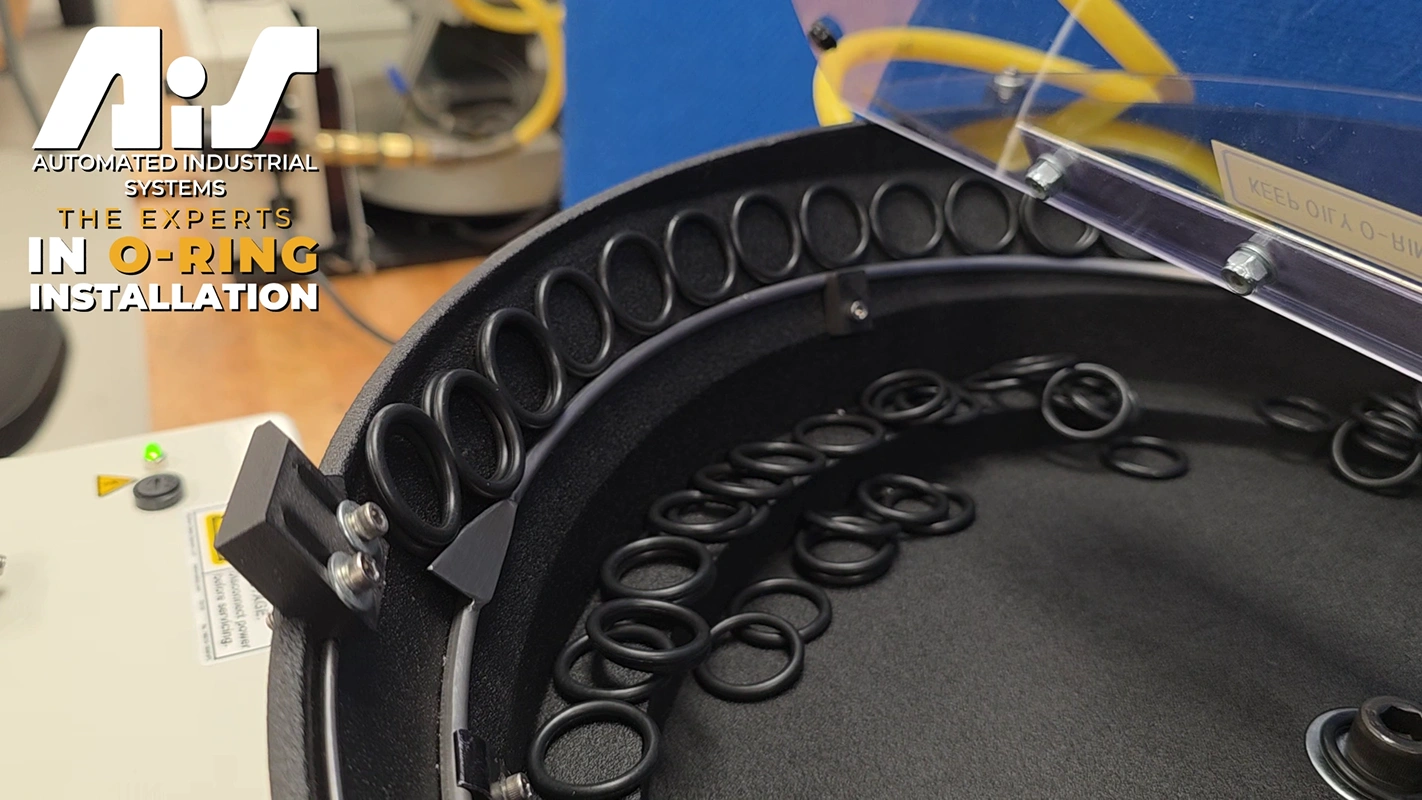
Before installation performance could even be evaluated, AIS engineers spent additional time on feeder bowl tooling and tuning. The goal was simple: make these specific rings feed consistently, one at a time, under real operating conditions.
This is where customization actually happens, not in a brochure, but in the details of how parts behave.
Feeder bowls are not just generic components bolted onto a system. The tracks, clearances, surfaces, and transitions all influence how parts separate, orient, and move. With sticky O-rings, those details become even more critical. Adjustments to tooling and setup were required to manage:
-
Ring separation
-
Flow rate control
-
Prevention of stacking and bridging
Only after feeding stabilized did the rest of the system get a fair test.
Once Feeding Was Under Control, Installation Was Straightforward
After the feeder bowl was tuned for this material behavior, the system ran the way an AIS machine should: consistently and without drama.
The installation process itself was not the bottleneck. The challenge was upstream, in handling the parts in a way that matched their real-world characteristics. Once the rings were presented properly to the head assembly, installation performance followed.
This Is What “Custom” Really Means
It is easy to design around ideal parts. Clean. Dry. Individually separated. Perfect in theory.
Production parts are rarely that polite.
Sticky compounds, coatings, soft materials, tight tolerances, and odd geometries all affect how seals behave in feeding and handling. That behavior drives machine design just as much as ring size or groove location.
Every AIS system is built around the actual parts and conditions involved. Feeding, handling, and installation are treated as one integrated process, because in production, they are.


The Takeaway
If O-rings are clumping in the bowl, the solution is not to push the install head harder. The solution is engineering time in the right place.
In this project, solving the feeding problem turned a potentially unreliable process into a stable production system. Installation became the easy part, because the hard part was addressed first.
That is the difference between a machine that should work and one that actually runs.
Want to Talk Through a Build?
If you’re dealing with quality issues, inconsistent installs, seal damage, or slow manual assembly, AIS can help evaluate the process and recommend the right machine configuration (and tooling approach) for your part.
Call 814-838-2270 or reach out through the site to get a quote.



{kind=link}
{kind=link}