
The AIS VPM Doesn’t Care Which Way Is Up
March 30, 2026Grow When You're Ready.
Scale When You Have To.
How AIS builds o-ring and seal installation solutions that meet you where you are, and follow you where you're going.
Manufacturing Is Not A Straight Line
Production volumes shift. Part families expand. A manual process that worked fine for three years suddenly can't keep pace on a Tuesday in Q3. When that happens, you need equipment that was designed with the reality of change in mind, not just the snapshot of your line on the day you ordered it.
At AIS, we've been building o-ring and seal installation machines since 1978. Over forty-plus years, one thing has stayed constant: no two customers have exactly the same problem. The three groups of recently completed machines below illustrate that point better than any brochure could. A returning customer upgrading a proven platform. A manufacturer running a large family of parts across four machines. A company with clean, single-part applications that just need a reliable, repeatable solution.
Different companies. Different production models. Different machines. Same philosophy: solve the actual problem in front of you.


Group 1: Three Machines Come Home, and Leave Better Than They Arrived
Some customers grow into automation gradually. That's not a flaw in their planning, it's just how production reality works. You start with what you need, you prove out the process, and when volume demands more, you scale up.
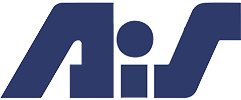
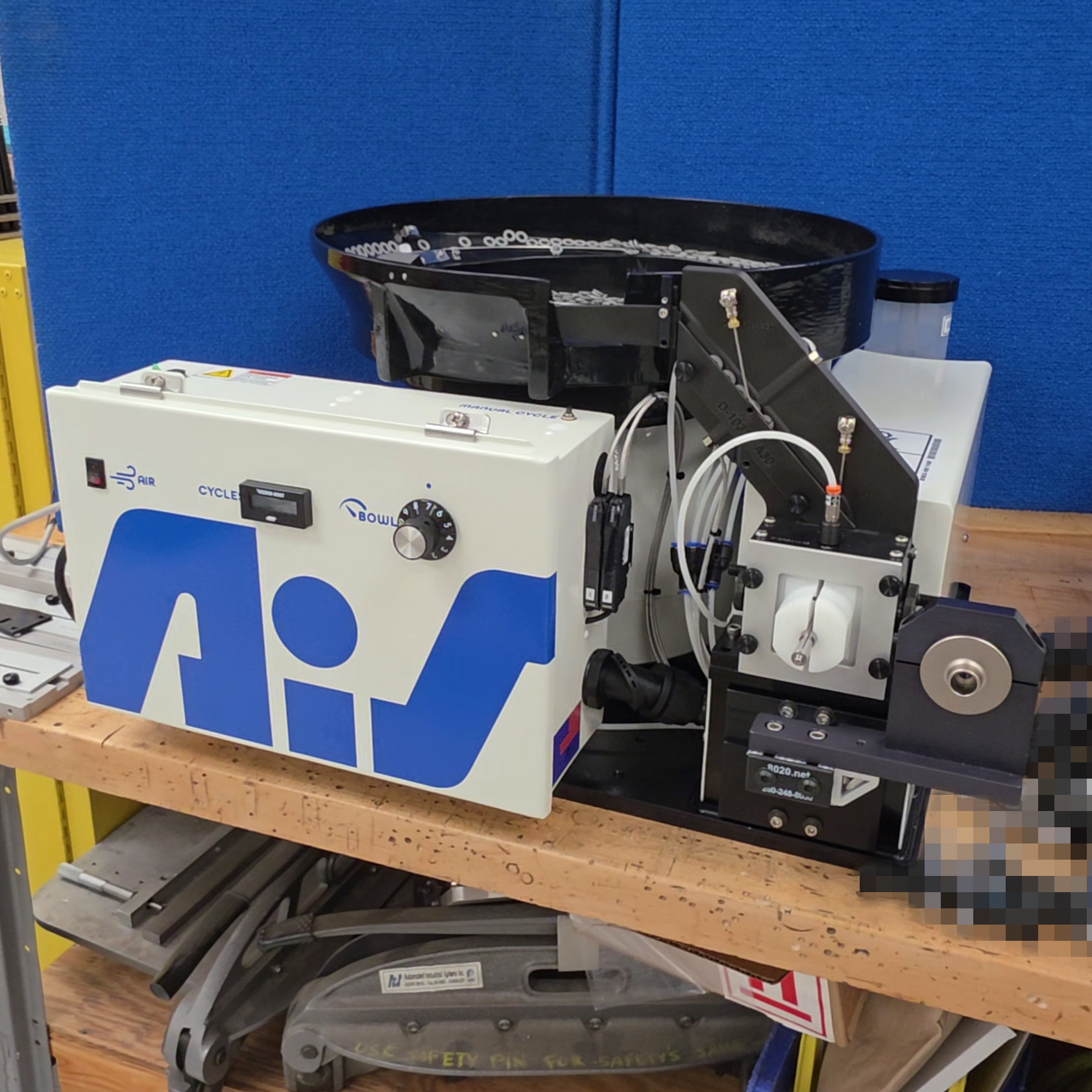
That's exactly what happened here. This customer originally purchased three ASP-1LV machines, AIS's low-volume external seal installation platform. The LV is a capable, compact benchtop machine designed for operations that don't yet need a full feeder bowl system. It's a deliberate, practical choice for lower-volume production, and it served this customer well for years.
When their order quantities increased enough to outgrow that model, they didn't scrap their investment and start over. They sent the machines back to AIS. We upgraded all three to full ASP-1 machines, the production-grade platform with feeder bowl systems that orient, feed, and deliver seals automatically, removing the operator from that part of the cycle entirely.
Here's what those three machines are doing, and why each one matters:
Machine A, Split Back-Up Ring Installation with Integrated Sizing
The first machine in the sequence installs split back-up rings onto the part. Back-up rings are a support element, typically used alongside an o-ring to prevent extrusion under pressure. Getting them seated correctly matters. After installation, the part moves to a sizing station attached directly to the machine, which pinches the ring into its final geometry.

Machine B, O-Ring Installation on the Same Groove
The part then moves to Machine B, which installs an o-ring onto the same location on the part where the back-up ring was just placed. Clean install, no additional processing required at this stage. The part moves on.
Machine C, Sealing Ring Installation with Sizing on the Opposite End
The part flips. It's placed into a shuttle fixture and presented to Machine C, which installs a sealing ring on what is now the active end. Like Machine A, this installation is followed by a sizing operation, the sealing ring needs to be squeezed to its final fit before the part is done.
Three machines. Three different seal types on the same part. Two of three with integrated post-installation processing. The entire sequence was designed to flow, part in, seals installed and sized, part out, ready for the next stage.
The upgrade path also tells its own story. This customer started with low-volume machines, validated the process, scaled production, and upgraded the hardware to match. If volume keeps climbing, a fully automated turnkey system is the logical next step. The foundation is already there.
Group 2: One Part Family, Four Machines, a Lot Going On
If Group 1 is a story about a customer scaling up over time, Group 2 is a story about breadth, specifically, what it looks like when a manufacturer produces a family of parts across a range of sizes and needs to handle all of them efficiently without a separate machine for every single variant.
This order consists of four machines: one ASP-2 with nine head assemblies, one ISP-2 with four head assemblies, one ASP-1 with five head assemblies, and one ISP-1 with four head assemblies. That's a significant installation. Let's walk through why it's configured the way it is.

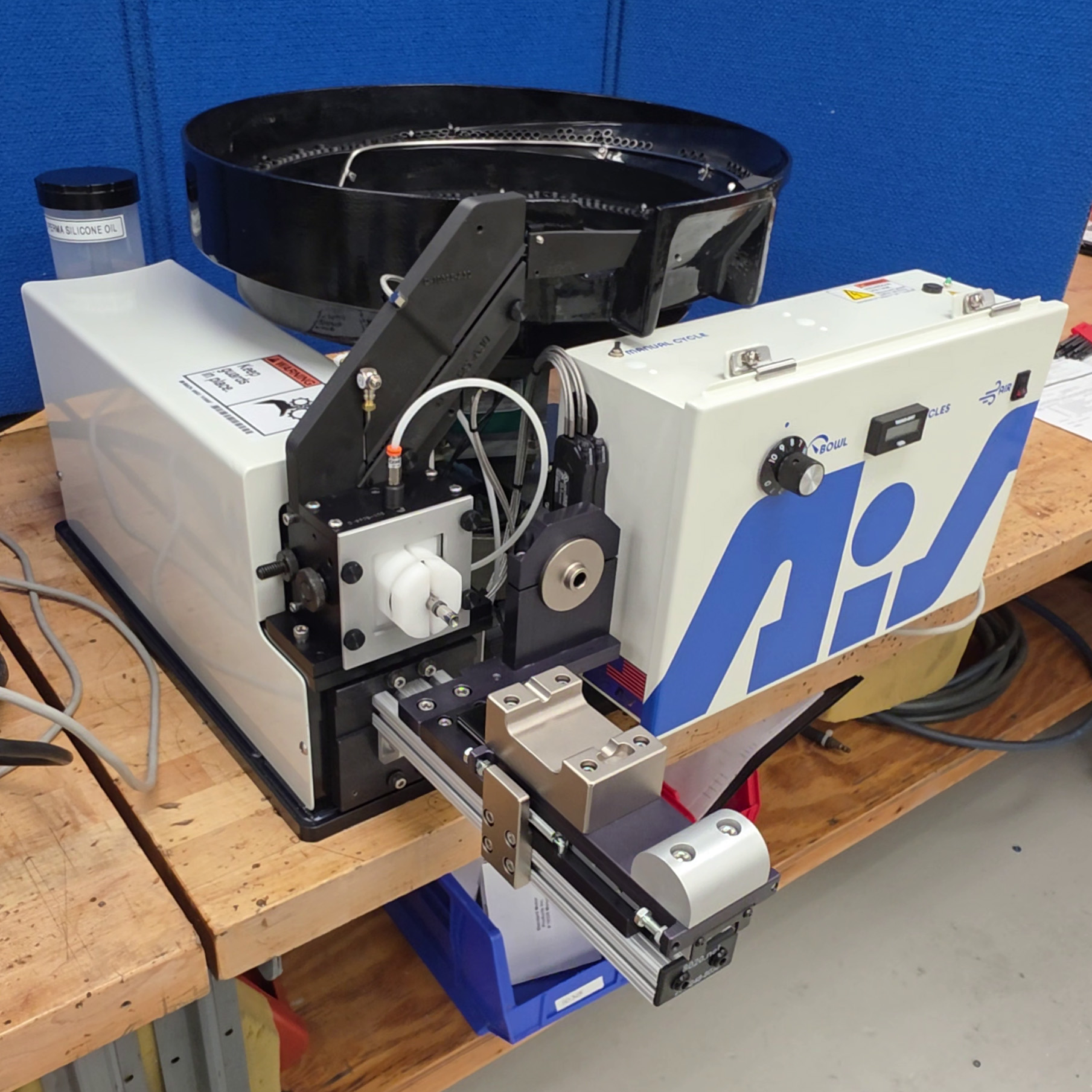
The ASP-2, Nine Heads, Fourteen Part Types
The ASP-2 is AIS's external installation machine for larger seal IDs, covering the 1.00" to 1.864" range where the ASP-1 leaves off. This machine arrives with nine head assemblies configured to handle fourteen distinct part types across the customer's product family.
That's not a typo. Fourteen parts from nine heads. Here's how it works: five of the heads are each dedicated to installing two o-rings on one part type, all size variations of the same base part. Three of the heads each handle two different part types. And one head handles four part types using two different mandrels, hand swappable to cover the full range of that head's part assignments.
That last configuration is worth pausing on. One head assembly. Four part types. Two mandrels. The flexibility built into that single head is a direct result of designing around the part family rather than treating each part as an isolated problem.

The ISP-2 and the Internal Side of the Equation
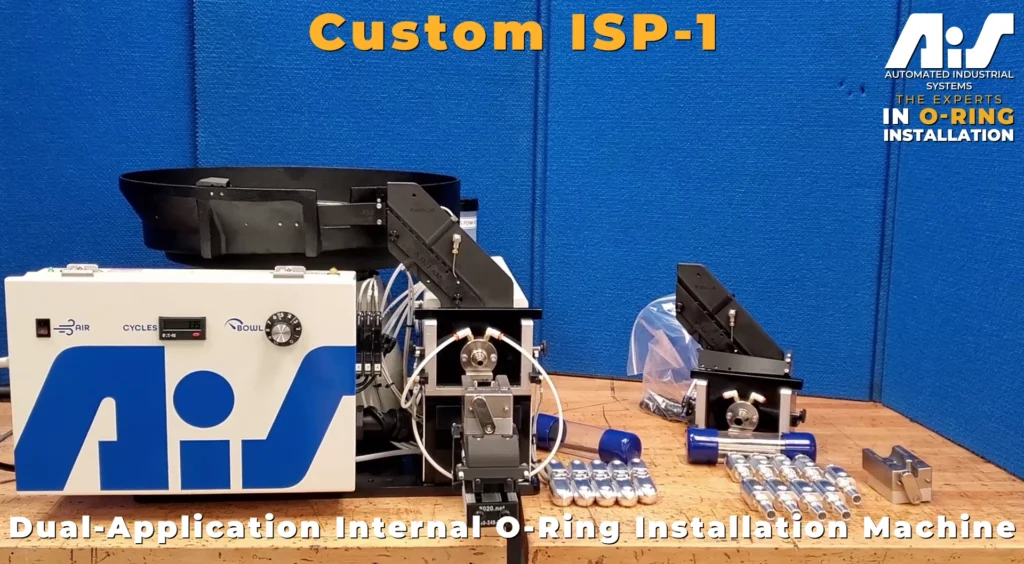
The ISP-2 handles internal seal installation for the larger-diameter parts in the family, those that need o-rings installed into the part rather than onto it. With four head assemblies, it covers the internal installation requirements for the parts in its size range with the same approach: configured for the family, not just for individual parts.
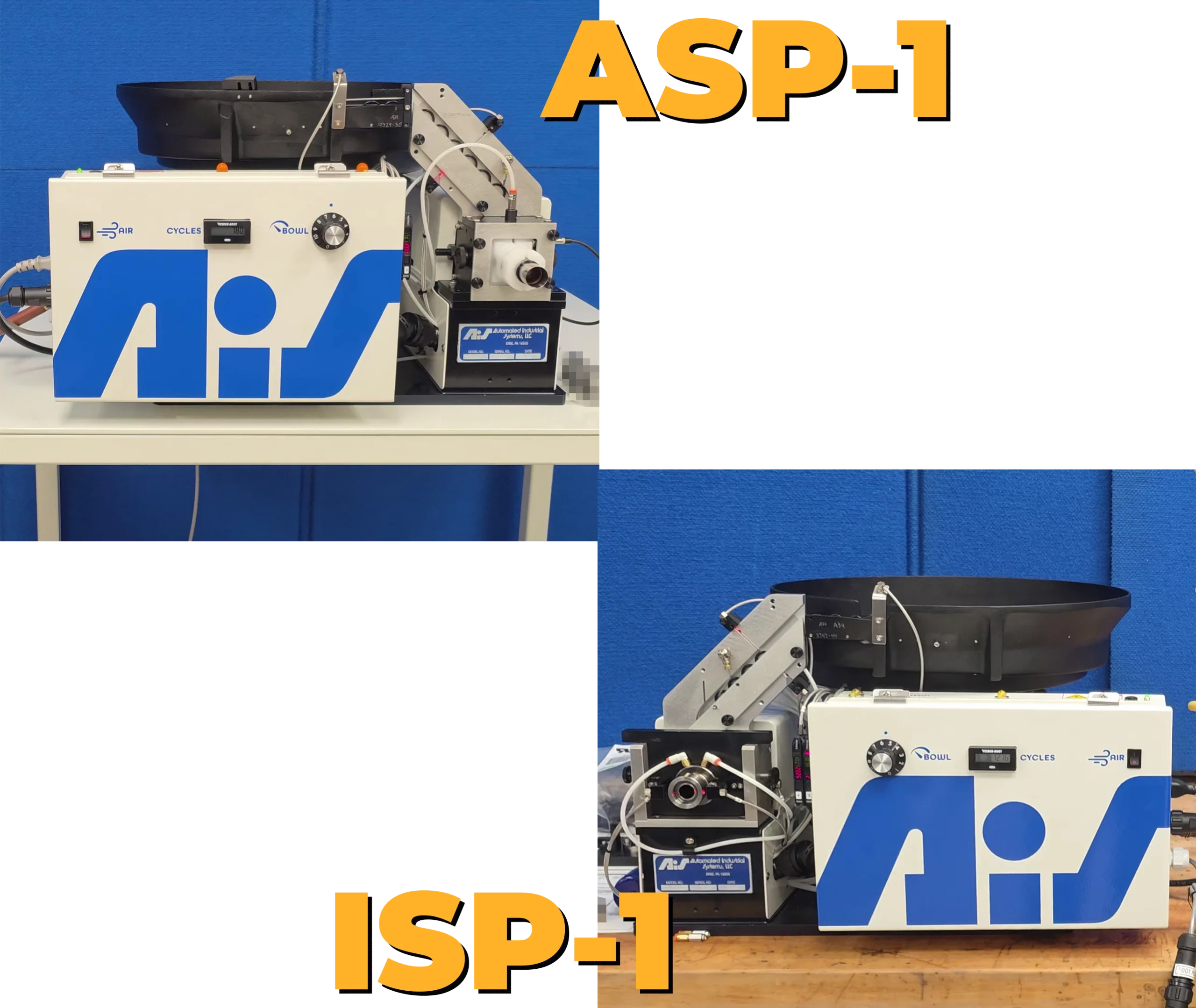
The ASP-1 and ISP-1, Covering the Smaller End of the Range
The ASP-1 with five heads and the ISP-1 with four heads handle the smaller parts in the family, where the ID requirements fall within each machine's native range. Same logic, scaled down. External installs on the ASP-1, internal on the ISP-1.
Taken together, these four machines cover a complete family of parts, all sizes, external and internal, with a configuration that's intentional rather than improvised. The machines aren't identical because the parts aren't identical. But the underlying approach to each one is consistent: understand the part family, design the head configuration to serve it, and build in the flexibility to handle variation with quick tooling changes.
For manufacturers running large part families, this is the practical case for thinking about your installation equipment as a system rather than a collection of individual machines.
Group 3: Two Machines, One Customer, No Drama
Not every o-ring installation problem requires a multi-machine sequence or a fleet of nine-head assemblies. Sometimes the problem is exactly what it looks like: one part, one o-ring, one machine. And the solution should match the problem.
Group 3 is one customer with two straightforward applications. Each machine is a single ASP-1 with one head assembly. One part type per machine. Clean, compact, repeatable.
There's no elaborate configuration story here, and there doesn't need to be. The ASP-1 handles external seal installation for o-rings from 0.056" to 1.051" ID, runs up to 50-60 cycles per minute, fits in under four square feet of benchtop space, and changes tooling in under ten minutes. Two of them, side by side, covering two different parts for the same line.
What these two machines illustrate isn't complexity. It's the other half of the capability story: AIS doesn't require you to have a complicated problem to get a well-engineered solution. If one machine and one head is what your process calls for, that's what gets built, properly, with the same attention that goes into a fourteen-part, nine-head ASP-2 configuration.

The Common Thread
Three groups. Three different scales of problem. Three different answers.
What's consistent across all of them isn't the machine configuration, it's the starting point. AIS begins with your production reality: your part, your seal type, your volume, your line. The machine follows from that, not the other way around.
Whether you're running a single part at moderate volume, managing a large family of size variants, or upgrading equipment you purchased years ago because your business grew, the approach is the same. Understand what you're actually trying to do. Build equipment that does it well. Leave room for what comes next.
If you have an o-ring or seal installation problem, simple, complex, or somewhere in between, AIS is the conversation worth having.
Want Consistent, Reliable O-Ring Install Performance?
AIS designs radial stretch–based O-ring installation systems that eliminate installation damage risk and deliver repeatable, high-yield performance. Whether you need standalone benchtop automation or full robotic integration, we engineer the process to help your seals actually seal.
Talk to AIS about a process-centric installation solution, not a guess.



{kind=link}
{kind=link}