
Thank You for Making MAPP Benchmarking & Best Practices 2025 Unforgettable
October 13, 2025
MPE and MPI O-Ring Installation Tools
November 12, 2025AIS for Plastics
How AIS Machines Enable Value-Add Assembly Services
Why Plastics Makers Should Care
If you’re a plastics molder or manufacturer, your core competency is in material, mold design, cycle optimization, quality, and throughput. But increasingly, your customers expect more: not just “parts,” but “subassemblies” or “finished modules.” That means integrating sealants, gaskets, O-rings, valves, and more.
Yet O-ring placement is deceptively tricky, the geometry, tolerances, material softness, alignment, and risk of damage all conspire to turn what looks like a simple step into a yield killer. Many plastics shops that try manual or semi-manual O-ring installation suffer with rejects, slow throughput, and inconsistent quality.
That’s where AIS comes in. Our mission: make O-Ring installation boring (i.e. reliable, consistent, hands-off). Let your production team sleep easier. Let your customers get a more finished product. Let your competitors still be doing this by hand.
In this article we dig into:
-
The particular challenges of O-ring installation in plastics
-
How AIS’s machine technologies address those challenges
-
How the ability to assemble (or partially assemble) gives plastic part manufacturers a differentiation edge
-
Design guidelines, integration tips, and things to watch out for
Let’s roll.

The Challenges of O-Ring Installation in Plastics Applications
To appreciate what makes AIS’s machines valuable, you first need to understand what’s working against a plastics shop doing O-ring placement.
1. Misalignment, twisting, and deformation during insertion
O-rings are elastic. If you stretch them unevenly or insert them at an angle, you risk twisting, pinching, or binding. In plastics, the sealing groove geometry can be shallow, tapered, or have undercuts; the interface between plastic and seal groove may not be perfect, so even small misalignment leads to binding or damage.
Some of these failure modes are well-documented:
-
Installation damage (nicks, cuts, abrasion) if the tooling is too sharp or misaligned. dlseals.com
-
Twisting, especially in tight or eccentric grooves, leads to stress concentration and leakage. dlseals.com
-
Misalignment between the ring and groove is a frequent cause of “doesn’t seat properly” defects in production. ott-rubbertech.com
2. Damage to the O-Ring material (abrasion, extrusion, compression set)
Because seals (especially soft elastomers) are sensitive, handling them roughly or over-stressing them will harm sealing integrity.
Known sources of failure:
-
Abrasion: friction surfaces or rough edges can wear the O-ring surface over time. C&B Equipment, INC.
-
Extrusion / nibbling: when the seal is squeezed into gaps under pressure, parts of it can be sheared off. Daemar Inc
-
Compression set: if an O-ring is over-compressed or held under load, it may lose its resilience and not return to its original cross section. Daemar Inc
-
Chemical / swelling effects: depending on media, temperature, or chemical exposure, O-ring materials may change dimension (swell or shrink), complicating installation tolerances. C&B Equipment, INC.
In plastics applications, especially for parts that carry fluids or gases, these risks are heightened. A tiny nick or twist can lead to catastrophic leakage and warranty claims.
3. Tolerance sensitivity & groove geometry
Plastic parts are molded, and while injection molding tolerances are good, slight warping, draft, or shrinkage can introduce variation. The seal groove’s width, depth, wall finish, and edge radius matter. If the groove edge is sharp, the O-ring may “hang” or catch on insertion. If the groove is dimensionally off, you may get under-compression (leak risk) or over-compression (material damage). dlseals.com
Moreover, plastics sometimes require multiple seals at differing depths or offsets (stacked O-rings), which amplifies alignment complexity. aisoring.com
4. Throughput, repeatability, and human variability
Manual O-ring insertion might be acceptable when volumes are low, but for mid- to high-volume production, manual labor introduces variation. Fatigue, operator skill, inconsistencies, all chip away at yield. The moment you ask your molding team to also be a precision sealing team, you dilute performance. (Assembly Magazine)
5. Visibility, traceability, and quality control
Modern manufacturing demands data. If a sealing failure occurs downstream, you want to trace back which part, which batch, what pressure, what operator, what cycle. Manual insertion is opaque. A machine-driven process can log any data you want including inspection pass/fail metadata, etc.
How AIS O-Ring Installation Machines Solve These Challenges
AIS isn’t in the business of “just pushing rings on.” Our systems are engineered with features (hardware + software) that specifically counter the failure modes above. Let’s break it down.
Core AIS Machine Capabilities
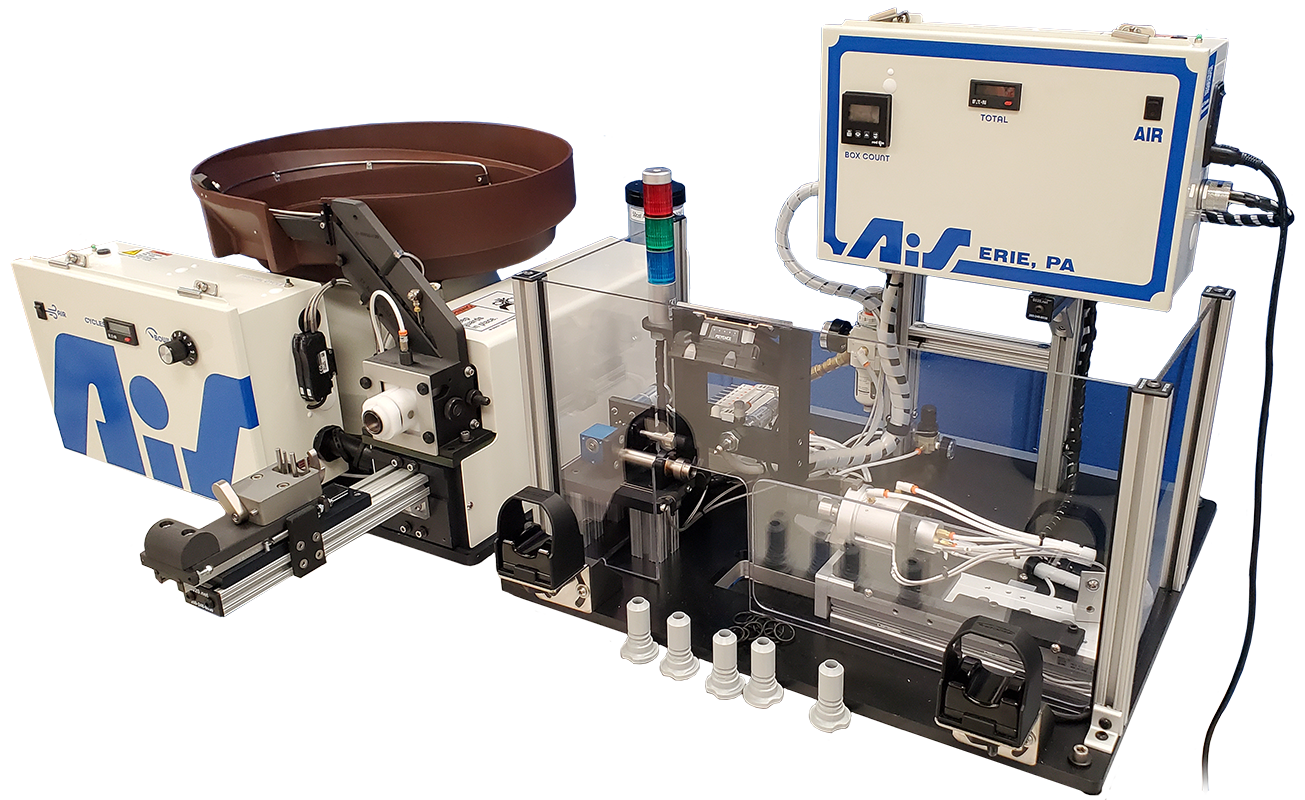
- Automated Industrial Systems (AIS) has a product portfolio including external O-ring machines (ASP series), internal O-ring machines (ISP series), automatic systems, and custom hand tools.
- External Machines: ASP-1, ASP-1M, ASP-2, and more models handle external O-ring installations across a wide size range—from 0.056″ to 1.864″ ID (≈1.42–47.35 mm). Compact and efficient, they offer rapid cycle rates of up to 60 parts per minute, quick tooling changes in under 10 minutes, and optional configurations for integration or stand-alone operation.
- Variable Placement Module (VPM): Enables precision O-ring placement onto fixtured parts for complex assemblies.
- Internal Machines: ISP-1, ISP-2, vertical internal, and low-volume internal systems. Compact, changeover-friendly, and integration-ready for precise internal installations.
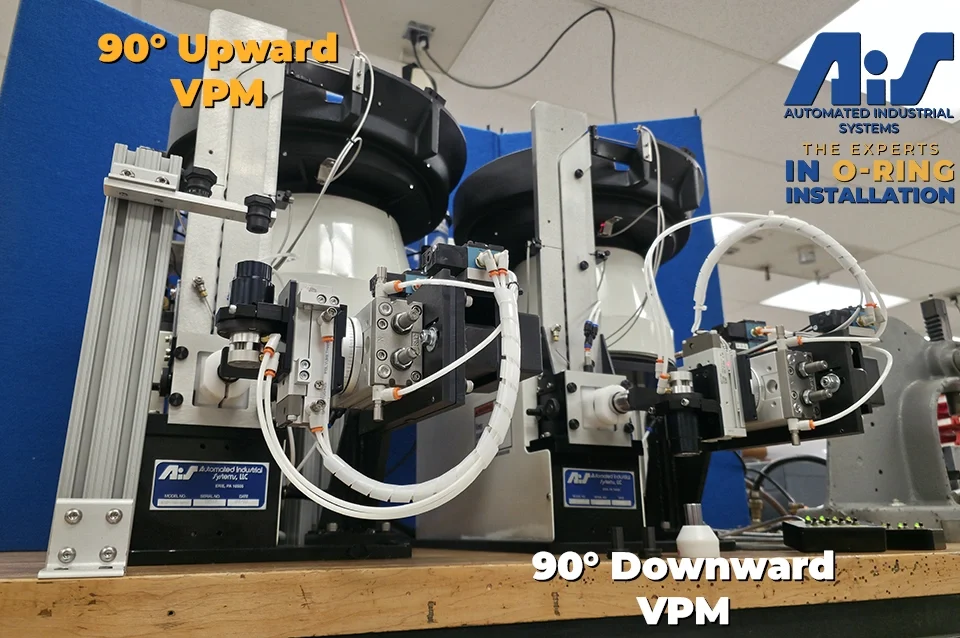
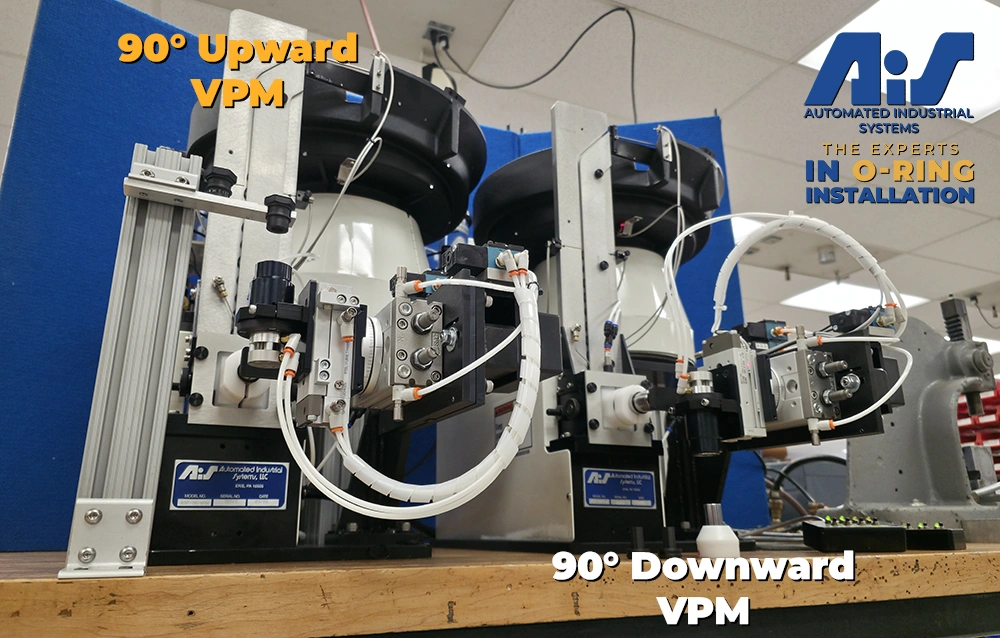
Variable Placement Module (VPM)
This module facilitates rapid and accurate placement of O-Rings onto fixtured parts. Through the utilization of a pneumatically controlled rotary actuator, the transfer mandrel precisely rotates and
positions the O-Ring onto the part. With the ability of the VPM to rotate 90º downward, 90º, 180º outward, or any angle in between, an ASP machine, with a VPM, is an unprecedented solution to integrate into your automation system.
Compact Footprint & Integration-Friendly Design
AIS machines are designed to be compact (some less than 4 sq ft) to help integrate into existing production cells or lines. You don’t need to redesign your plant to accommodate a massive monolith.
Tool Change Speed & Flexibility
Many plastics shops will run multiple part variants. AIS’s tooling change times are engineered to be low (≤10 minutes). That means more flexibility and less downtime when switching between parts.
Internal & External Options
Not all O-rings are external. Sometimes you must place an internal seal within a bore or recess. AIS’s ISP family addresses that.

Why This Enables Plastics Shops to Offer Value-Added Assembly
-
Once O-ring installation is under control, a new horizon opens: offering assembled or partially assembled modules rather than just raw plastic parts. That has multiple benefits:
-
Higher margin per unit: Customers pay more for ready-to-integrate components.
-
Differentiation: As a plastics vendor who “does assembly,” you move up the value chain, harder to displace by commodity molders.
-
Simplified supply chain for your customer: You become more attractive as a one-stop supplier.
-
Reduced downstream defect risk: If you control the sealing step, fewer rejects, fewer returns.
-
Stronger relationship with your customer: You become more embedded in their design & production planning.
But, to do this reliably, your O-ring step must be as dependable as your molding. That’s why AIS’s capabilities matter, they make that step scalable, quality-assured, and trackable.
-
Design & Implementation Considerations (Don’t Let the Devil Hide in the Details)
When deploying an AIS O-ring system in a plastics environment, here are key practical considerations and pitfalls to watch.
1. Groove Design & Edge Chamfering
Sharp edges in the groove or on part edges will bite into the O-ring during insertion. Best practice: add a chamfer or break edge (e.g. 15°–30°) to reduce interference. dlseals.com
Check that your groove dimensions (width, depth) support proper compression (often 10–30% for static seals, a bit less for dynamic) without interference. dlseals.com
2. Surface Finish & Burr Control
You need smooth mating surfaces and clean edges. Burrs or flash on molded parts can lead to damage or mis-seating. Tight tooling control is essential.
3. Lubrication / Assist Fluids
A light lubricant (compatible with your application) helps reduce friction, twisting, and insertion forces. AIS machines require a small amount of lubricant to ensure this doesn’t happen. AIS can work with nearly any lubricant your assembly requires. dlseals.com
4. Material & Hardness of the O-Ring
Soft elastomers are more vulnerable to damage; harder materials require more force. The AIS system of radially stretching the seals minimizes the stresses involved in installation.
5. Tolerance & Part Variation Compensation
You may need to build in a “give” or compliance in fixturing to accommodate small part variation, or leverage AIS’s adaptability to correct for slight misalignment.
6. Inspection & Verification
Even the best machine can mis-seal occasionally. Consider vision or sensor checks post-install (or inline) to verify the seal is seated properly. Gate out rejects.
Logging and reject metrics can give you traceability if a downstream failure occurs.
7. Changeover & Maintenance
Plan your tooling strategy. Keep spares. Ensure your maintenance plan ensures sensors, actuators, and stripper jaws remain precise over time. The cost of rework or seal failure mid-run is high.
8. Integration into the Overall Line / Cell
AIS machines can be designed to integrate with your part handling, conveyors, pick & place robots, or other automation. Consider triggers, indexing, hand-off, queuing, and buffer logic.
9. Start Small, Scale Wisely
You might pilot with one part family (e.g. one size O-ring) before scaling to multiple variants. Monitor yield, unplanned stops, and throughput.
Illustrative Example (Hypothetical / Composite Use Case)
Let’s walk through a simplified example to make this concrete. (Yes, this is partly fiction + engineering judgment, but helps ground the discussion.)
A plastics shop molds a cylindrical housing. The housing has an internal groove for an O-ring (ID = 15 mm) and an external groove for another O-ring (OD = 22 mm). The customer wants the delivered part ready to drop into a subassembly. The pressure environment is moderate (static), and the fluid is compatible with nitrile elastomer.
The shop installs an ISP internal O-ring machine for the internal ring and an ASP external O-ring machine for the external ring. They can then use anything that fits their line for the actual installation, people or fully automated cells.
Tooling is designed with chamfered edges, and the conveyor cell positions the housing precisely. The AIS machines seat the rings. An inline vision sensor checks ring placement. The cycle time: ~35 parts per minute (estimative). The shop logs rejects integrates that data into its MES.
Over six months, the shop shifts 60% of its production from sealed-in-the-field to “assembly services,” boosting margins, reducing downstream leaks, and becoming a preferred supplier for the customer.
Conclusion
Let’s be honest, O-ring installation is often the quiet step nobody talks about until the leak happens. But if your plastics business wants to move from “just molding parts” to “delivering usable subsystems,” mastering that quiet step is nonnegotiable.
AIS doesn’t promise magic, but we do promise precision, repeatability, and a way to offload that headache from your operators. Our machines let you lean on consistency rather than heroics.
If you’re considering dipping a toe into assembly services, or if you already do it but your yields aren’t what you want, let’s talk. We’ll help direct you to the right ASP / VPM / ISP combination, design tooling, integrate, and get your process locked.
Because in the end, the only thing better than a plastic part is a plastic part that’s ready to go, no fiddling, just drop into place.




{kind=link}
{kind=link}